螺纹的几种标准介绍/常用锥管螺纹的种类/如何分类
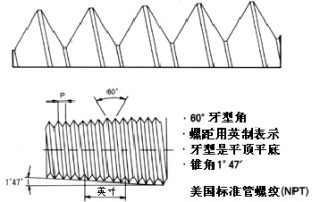
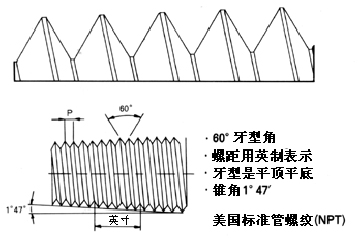
螺纹的几种标准介绍/常用锥管螺纹的种类/如何分类 管螺纹对于刚接触的人来说可能比较乱, 以前的标准, 各国的标准, 一家一个样, 跟和稀泥一样, 剪不断理还乱, 这里我给大家理一下管螺纹. 1.先记住典型的管螺纹 上边说的很多,都是泪,能记住吗?记不住的话,就先记住常用的3种管螺纹吧! 1.1 55°密封管螺纹。(R牙,也就是PT牙) 简介:PT牙为英制锥螺纹,密封中最常用。多用在欧洲和英联邦国家,其实在台湾日本JIS规范也走英制规范,而中国其实也是使用英制螺牙。属惠氏螺纹家族。 牙型角为55°; 螺纹锥度:1:16 螺纹代号: 分2种配合方式 在工作中可能会遇到RP RC R1 R2这样的标注,其它这都是对的! ①圆柱内螺纹(RP)+圆锥外螺纹(R1) ②圆锥内螺纹(RC)+圆锥外螺纹(R2) 国家标准:可查阅GB/T7306-2000。 密封介质:螺纹连接中可以缠生料带,也可以涂密封胶。 1.2 60°密封管螺纹(NPT牙) 简介:NPT就是一般用途的美国标准锥管螺纹。其中N表示National(American)美国国家标准,P表示PIPE管子,T表示TAPER锥形,这种管螺纹在北美地区常用,或在使用ANSI规范中经常看到。 牙型角为60°; 螺纹锥度:1:16。 螺纹代号:NPT 国家标准:可查阅 GB/T12716-1991 1.3 55°非密封管螺纹(G) 简介:属惠氏螺纹家族.标记为 G 代表圆柱螺纹,即螺纹由一圆柱面加工而成。 牙型角为55° 螺纹代号:G ①螺纹公差等级代号对外螺纹分A、B两级进行标记; ②内螺纹不标记公差等级代号 国家标准:可查阅 GB/T7307-2001 2. 依螺纹用途不同可分为 2.1 国际公制标准螺纹(InternationalMetric Thread System): 我国国家标准CNS采用之螺纹。牙顶为平面,易於车削,牙底则为圆弧形,以增加螺纹强度。螺纹角为60 度,规格以M表示。公制螺纹可分粗牙及细牙二种。表示法如M8x1.25。(M:代号、8:公称直径、1.25:螺距)。 2.2 美国标准螺纹(AmericanStandard Thread): 螺纹顶部与根部皆为平面,强度较佳。螺纹角亦为60度,规格以每英寸有几牙表示。此种螺纹可分为粗牙(NC);细牙(NF);特细牙(NEF)三级。表示法如1/2-10NC。(1/2:外径;10:每寸牙数;NC代号)。 2.3 统一标准螺纹(UnifiedThread): 由美国、英国、加拿大三国共同制订,为目前常用之英制螺纹。 螺纹角亦为60度,规格以每英寸有几牙表示。此种螺纹可分为粗牙(UNC);细牙(UNF);特细牙(UNEF)。表示法如1/2-10UNC。(1/2:外径;10:每寸牙数;UNC代号) 2.4 V形螺纹(Sharp VThread): 顶部与根部均成尖状,强度较弱,亦坏不常使用。螺纹角为60 度。 2.5 惠式螺纹(WhitworthThread): 英国国家标准采用之螺纹。螺纹角为55度,表示符号为”W”。 适用於滚压法制造。表示法如W1/2-10。(1/2:外径;10:每寸牙数;W代号)。 2.6 圆螺纹(KnuckleThread): 为德国DIN所定之标准螺纹。适用於灯泡、橡皮管之连接。表示符号为”Rd”。 2.7 管用螺纹(PipeThread): 为防止泄漏用的螺纹,经常用於气体或液体之管件连结。螺纹角为55度,可分为直管螺纹代号为”P.S.、N.P.S.”和斜管螺纹代号为”N.P.T.”,其锥度为1:16,即每尺3/4 寸。 2.8 方螺纹(SquareThread): 传动效率大,仅次於滚珠螺纹,而磨损后无法用螺帽调整,为其缺点。一般用於虎钳之螺杆及起重机之螺纹。 2.9 梯形螺纹(TrapezoidalThread): 又称爱克姆螺纹。传动效率较方螺纹稍小,但磨损后可用螺帽调整。公制之螺纹角为30 度、英制之螺纹角为29度。一般用於车床之导螺杆。表示符号为”Tr”。 2.10 锯齿形螺纹(ButtressThread): 又称斜方螺纹,只适於单方向传动。如螺旋千斤顶、加压机等。 表示符号为”Bu”。 2.11 滚珠螺纹: 为传动效率最好之螺纹,其制造困难,成本极高,乃用於精密之机械上。如数控工具机之导螺杆。 NPT螺纹简要尺寸 NPT代表美国标准管螺纹(National Pipe Tapered) ,NPTF则是干密封式美国标准管螺纹。 两者基本牙型是一样的,不同点是: 螺纹牙高不一样。NPT可能有过盈也可能有间隙,但NPTF没有间隙; NPT内外螺纹均为圆锥,而NPTF外螺纹是圆锥,内螺纹则有圆锥、圆柱两种; NPT有右旋也有左旋,NPTF只有右旋一种旋向。 NPTF NPTM螺纹是什么意思? NPT:National (American) [...]
分析同步带齿之梯形齿和弧齿的区别
同步带齿有梯形齿和弧齿两类,弧齿又有三种系列:圆弧齿(H系列又称HTD带)、平顶圆弧齿(S系列又称为STPD带)和凹顶抛物线齿(R系列)。 1、梯形齿同步带 梯形齿同步带分单面有齿和双面有齿两种,简称为单面带和双面带。双面带又按齿的排列方式分为对称齿型(代号DA)和交错齿型(代号DB〕。 梯形齿同步带有两种尺寸制:节距制和模数制。我国采用节距制,并根据ISO 5296制订了同步带传动相应标准GB/T 11361~11362-1989和GB/T 11616-1989。 2、弧齿同步带 弧齿同步带除了齿形为曲线形外,其结构与梯形齿同步带基本相同,带的节距相当,其齿高、齿根厚和 齿根圆角半径 等均比梯形齿大。带齿受载后,应力分布状态较好,平缓了齿根的应力集中,提高了齿的承载能力。故弧齿同步带比梯形齿同步带传递功率大,且能防止啮合过程中齿的干涉。 弧齿同步带耐磨性能好,工作时噪声小,不需润滑,可用于有粉尘的恶劣环境。已在食品、汽车、纺织、制药、印刷、造纸等行业得到广泛应用。
元件、零件、组件、部件、单元、总成、机器、设备、成套系统的定义
元件、零件、组件、部件、单元、总成、机器、设备、成套系统的定义: 1.元件:小型的、在同类装置中可以互换使用的零件。常指电器中的某些零件。 2.零件:零件是组成机械和参加装配的最基本单元。一般是单一件。 3.组件:是相关零件的集合。指不可拆分的、拆分以后就失去原有功能的零件。按照扫街大侠的就是铆焊件。 4.部件:部件是一个基准件和若干个组件、零件组成统一整体。 5.单元:是由零、部件组成的一个集合。和部件不同的是,这些零件不需要通过连接组成一个统一的整体,其中有些零件,相互位置关系要在总装中才能定位。如机器的几个支脚组成一个单元,这几种支脚都是在总装时才装配,有些还可能要到现场装配。 6.总成:特指机器总装时的大部件。 7.机器:若干零、部件装配起来,在动力驱动下,能够完成规定效用的装置。公司一般特指主机。 8.设备: 指可供人们在生产中长期使用,并在反复使用中基本保持原有实物形态和功能的生产资料和物质资料的总称, 它是由上述全部装配单元组成的整体。一般含主机、电控站、液压站。 9.成套系统:由多台设备构成的一个整体。

脉冲热压机的应用
脉冲热压机的应用 脉冲热压机主要应用在不能使用正常SMT+回流炉进行焊接的器件进行焊接操作,而使用烙铁进行焊接时容易出现焊接外观不一致、不平整,容易出现虚焊以及容易焊坏产品。而脉冲热压机则不同于恒温烙铁,脉冲热压机在通电瞬间即可达到所要温度,而一旦焊头两端不加电压,瞬间即可达到室温;而且焊头平整,所以焊接出来的外观平整一致,极少出现虚焊不良。 一、解释: 通过在热压头上加载一定的脉冲电压,热压头发热,将与此相连接的物体升温,当温度升到焊锡熔点后(即升到事先设定的温度后),将与此相连的物体间锡熔融并将其连接在一起. 一般的脉冲热压机使用温度闭环的控制。 二、国外品牌: 日本SEIWA、AVIO、MIYACHI、美国UNITEK等 三、作用: 脉冲热压机应用在以下产品生产工艺中:极细同轴线I-PEX、激光头、斑马纸、TAB、ACF、FPC、FFC等扁平电缆、HDMI、MINI等USB连接器的精密焊接
Hot Bar Flex cable Design Notices
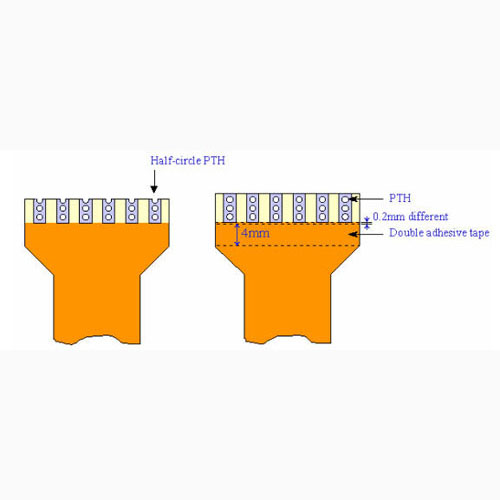
The Hot-Bar reflow is a selective soldering process where connect two pre-fluxed, solder coated parts by heating element, call a thermode, with proper temperature to melt the solder. Applying a pressure and contacting on the soldering target is necessary to melt the solder and insure that components stay in place during cooling. The regular Hot-Bar reflow process is to pre-print the solder paste on the PCB then go SMT reflow with other SMD components. After that then stick the FPC on the board and melt the solder again through thermode to connect the FPC on PC board. In order [...]

{kind=link}
HOT-BAR机操作与保养
HOT-BAR机操作与保养 开机步骤: 1.接通气路和电源; 2.打开电源开关; 3.设置变压器档位;(非生技人员严禁调整) 4.按PROGRAM(程序)键选择作业程序; 5.将焊接治具推到位启动开关; (安装光电感应开关的机器,治具放到位即可自动启动) 关机步骤: 关闭电源开关即可。 日常保养项目: 1.整机机构螺丝有无松动; 2.气压是否合乎要求; 3.焊头压力是否调整到位; 4.焊头下降过程是否顺畅; 5.焊头是否松动变形; 6.治具定位块是否松动; 7.焊接电缆连接螺丝是否锁紧; 8.工作台面及治具是否清洁; 9.焊头清理。 定期保养项目: 1.检查参数设定状况; 2.清洁工作台面; 3.紧固各部份螺丝; 4.检查电路气路状况。