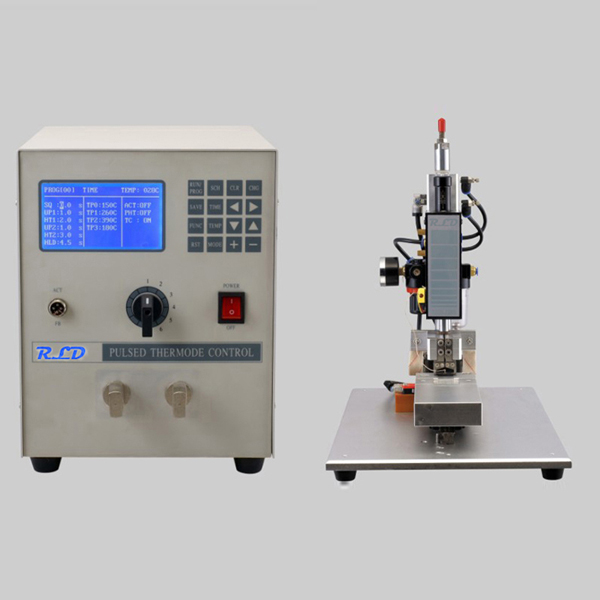
工作过程:
1.将工件置于夹具(如有需要,可启动真空将其固定)。
2.将夹具送至焊接头下(推拉或转台)。
3.按双手开始键(或踩脚踏开关),焊接头下压着工件(开始加热)。
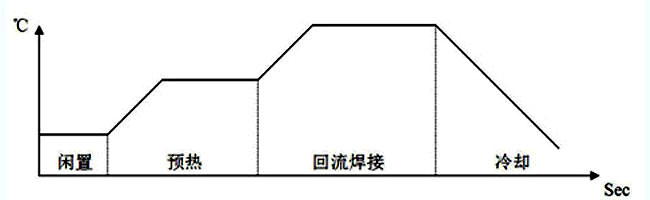
4.温度按输入参数迅速上升及准确恒温,最多可达4个温区(此时焊锡回流)。
5.吹气冷却(焊锡凝固)(根据需要选择是否吹气)。
6.焊接头上升(完成)。
发热原理:
脉冲电源加热方式是利用脉冲电流流过钼、钛等高电阻材料时产生的焦耳热去加热焊接的方式。一般要在加热咀的前端连接有热点偶、由此而产生的起电力实时反馈回控制电源来保正设定温度的正确性。
一般利用一个2000W的变压器产生一个低电压的大电流,通过焊接头令其迅速发热。脉冲电流就是指电流的ON及OFF频率比例,此脉冲比例越大,电流输出越大,焊接头升温越快。
脉冲电源加热方式的特点:
1)加压时通电加热和断电冷却同时进行、防止了结合部浮起、虚焊。最适合于柔性材、线材的热压焊、焊锡焊接及树脂粘结。
2)优越的温度、时间等参数的再现性可以实现高品质产品的生产。
3)局部瞬时加热方式能良好地控制对周围元器件的热影响。
控制原理:
先输入适当的温度参数,上载在高性能的微处理控制器中。然后在生产过程中,焊接头上之感温线把温度回馈,以每秒钟取样数十次,来控制电流脉冲比例达到恒温精确。
用途:
1. LCD、PDP、手机等电子产品内的柔性线路板的热压接、焊锡焊接等。
2. HDD、线圈、电容、电机、传感器等漆包线的焊锡焊接。
3. 电脑等通信机器内的线缆、连接口的焊锡焊接。
4. 数码相机、手机等的CMOS、CCD与FPC板的焊锡焊接。
5. 继电器、打印机、小型相机等的树脂热压结合。
6. 微波器件内部的金线热压结合。


{kind=link}
{kind=link}
{kind=link}
{kind=link}